在模切过程中,常常会发生产品出现溢胶现象,此种现象常常会影响到客户对产品的使用,在这里特对溢胶现象做一个最新解决方案,供大家交流学习.......
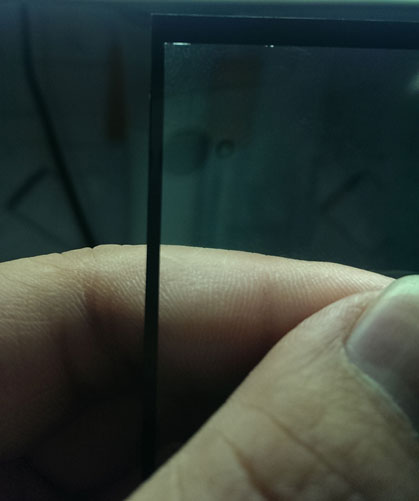
(上图为产品图与溢胶图片)
随着行业的发展以及客户的要求,我们模切产品的尺寸要求是越来越苛刻,然而溢胶是影响尺寸的一个重要的环节,也是一直比较头疼的问题,此次这篇文章主要讲解溢胶的解决办法以及思路。当然工艺方面是采用双模切机模切工艺的工艺,当然工艺流程在此我就不多讲了,因为在我编辑的上一本红宝书里面就有写到。
首先溢胶原因有两大方面,第一是材料方面,材料本身胶流动性较大,模切后产生挤压导致溢胶,但很多情况下材料是客户指定的材料,工程师是没法改变,所以在这我们是着手方向是从工艺方面就解决。
第一.模具选用,此次我采用的是“镜面刀”,固定块采用铁板或者铝板,用慢走丝工艺,把模具公差管控在+/-0.06以内。如果公差要求更严格的话可以采用“雕刻模”,但刀锋侧面需抛光处理,原因是刀锋侧面的光滑度可以有效的解决刀锋粘胶问题。
“蚀刻模”在解决溢胶产品处我是坚决不采用,原因是模切首先切PET离型膜,再切胶,如果刀模锋利度不够很容易产生胶挤压,从而导致溢胶。
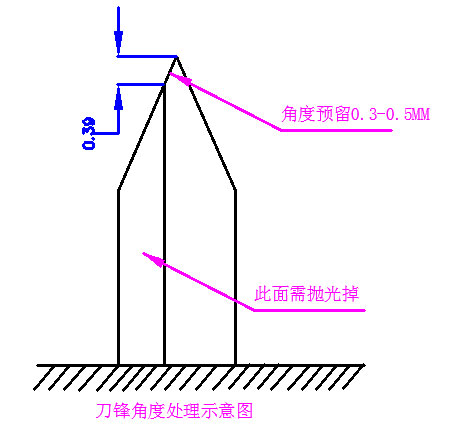
第二.刀锋角度处理,首先我们选用单峰刀,但镜面刀的单峰刀条少的可怜,而质量好的镜面刀也都是进口的,所以就只能是自己处理了,角度处理如下图:(需预留刀锋刀刀侧边高度0.3-0.5mm,主要是为刀模寿命和锋利度考虑)
第三.刀模设计为跳刀生产,(本文章的重点就在此处),在这请不要看错,这只是切内框,黑色刀线为工艺刀。首先模切黑色刀线,然后跳切红色导线,两刀之间设计距离为0.5MM。
3.1模具要求:
1.单位mm.
2.黑线刀和红线刀刀高都是2.00MM.
3.此刀为铝板镜面刀,黑色刀线可以采用普通刀片,
选角度较大刀片(刀片采用日本进口镜面刀)
4.接口需接直拼需要焊接。
5.请帮忙配送OCA专用泡棉。
6.模具编号:DKPD-001-A
7.模具刻上:跳距58.74mm
8.刀片采用单面刀,或参照右边
角度处理图处理,需保证侧面光滑
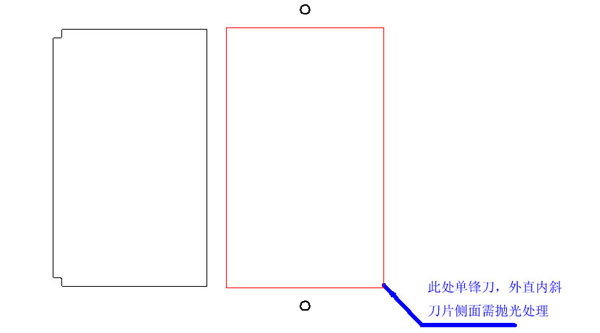
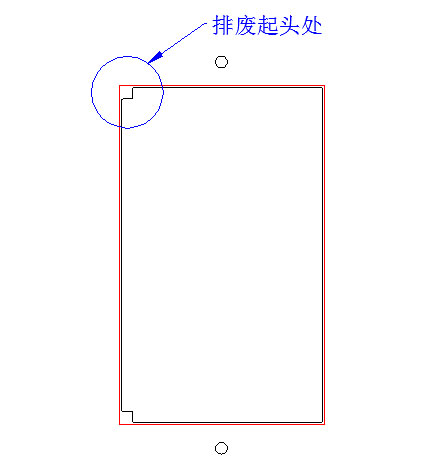
3.2下图为套切好效果,红色线框内全部为废料,另两线之间距离为0.5MM,排废起来比较困难,顾左上角和左下胶预留有排废起头用(一般留一个角就够)。
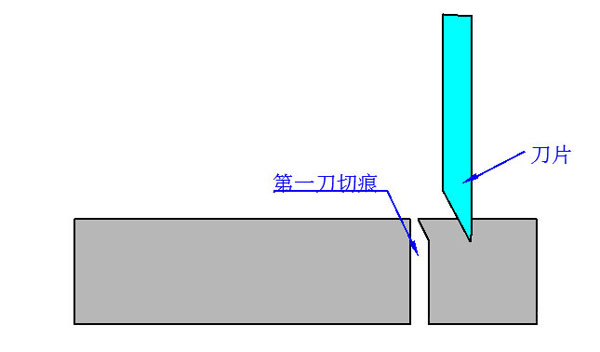
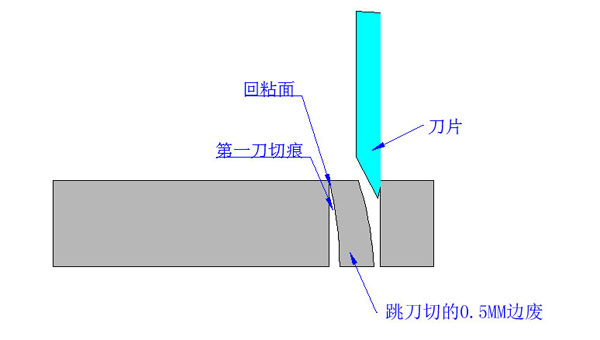
3.3下图也就是本次刀模设计的理念,如上面模具图,我们模切黑色导线后就回产生挤压痕迹(第一切痕),然后我们在它旁边0.5MM处切第二刀痕,使挤压往第一刀痕处再次挤压、避免回粘从而减少溢胶。
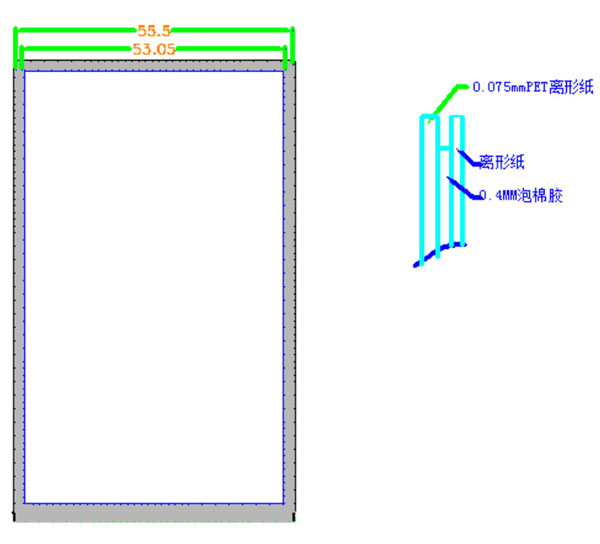
第四.垫刀泡棉,这一环选用也很重要,之前我去过很多模切产,选用垫刀泡棉只知道硬度的要求,而忽略了他的回弹率、等要求,对于泡棉胶来说比较合适的垫刀泡棉选用硬度为35-38度,回弹率为65-70%,一般的垫刀泡棉回弹率会在45%左右,手感摸起来硬,这类就不适合做容易溢胶材料。
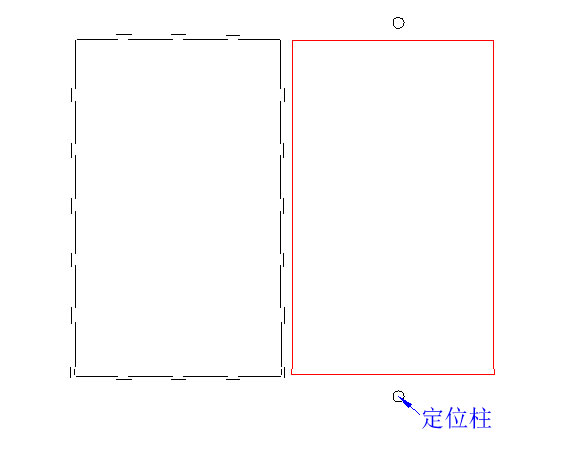
第五.外框刀设计还是和之前一样采用跳刀设计,但方便排废采用虚线刀,错刀法,也就是两条虚线分别错开。原理和内框是一样。